Prindere piese
Divizia Spanntechnik a companiei, cu aproximativ 200 de angajați, este responsabilă pentru tehnologia de prindere precisă a pieselor. Pe lângă articolele de stoc, port-tarozi, accesorii de filetare și adaptoare cu schimbare rapidă, oferim soluții pentru tehnologia de prindere a piesei de prelucrat.
Atât proiectarea cât și executarea și asamblarea se realizează în cadrul diviziei Spanntechnik. Dispozitivele sunt concepute special pentru aplicațiile clienților, așadar sunt soluții optimizate pentru procese de producție speciale.
Pentru a putea oferi o soluție personalizată este necesar să se analizeze toate detaliile piesei de prelucrat, inclusiv condițiile de producție în ceea ce privește mașina de prelucrat, cerințele de precizie și detaliile procesului de producție.
KSN. Mandrine tarozi
Portsculele cu bucșă elastică și portsculele cu schimbare rapidă, din gama KSN sunt potrivite pentru utilizarea pe masini CNC fără ciclu de filetare și pentru mașini convenționale.
Diferențele rezultate între avansul axului și pasul filetului sunt compensate printr-un mecanism de compresie/alungire. Mecanismul permite o cursă totală de alungire/compresie între 15-40 mm, în funcție de tip și de dimensiune.
Precizia adâncimii filetului este garantată de un mecanism punc de presiune – protejat prin patent.
Prinderea tarozilor se face prin intermediul adaptoarelor EM, sau bucșelor ER, ER-GB sau PGR.


SOFTSYNCHRO. Mandrine tarozi mașini CNC
Portsculele cu bucșă elastică și portsculele cu schimbare rapidă, din gama Softsynchro sunt utilizate pentru mașinile CNC dotate cu ciclu de filetare sincronă.
În cazul filetării pe mașini CNC rotația sculei va trebui sincronizată cu avansul axial. În procesul de sincronizare apar întotdeauna erori, date de: imprecizia mișcărilor mașinilor CNC și imprecizia de execuție a tarodului. Valoarea cumulată de erori poate fi de ordinul sutimii de mm. Port-taroizii Softsynchro patentați de EMUGE pot minimiza aceste erori.
Caracteristicile de funcționare sunt:
- transmiterea exactă a cuplului;
- compensare minimală în cazul în care forța axială depășește valoarea forței pretensionării;
- protejează tăișul tarodului prin elementul de elastomer înglobat.
Avantajele port-tarozilor Softsynchro sunt:
- face posibilă filetarea cu tarozi mici (M0.5-M3);
- crește substanțial durabilitatea tarodului;
- permite filetarea la turații mari;
- protejează lăgăruirea mașinii în cazul utilizării tarozilor mari (peste M36).
Gama dimensională a tarozilor de acest tip este de la M0.5 la M76.
Prinderea tarozilor se face prin intermediul bucșilor elastice ER, ER-GB.
SPEEDSYNCHRO. Multiplicator de turație pentru filetare
În cazul filetării cu tarozi de dimensiuni mici M1-M8, maşina CNC nu este capabilă să atingă turaţia programată datorită limitelor echipamentului numeric. Astfel, tarodul nu lucrează la viteză de aşchiere optimă, ceea ce afectează negativ durabilitatea tarodului şi timpul de ciclu.
Dispozitivul de filetare cu multiplicator Speedsynchro Modular include un angrenaj de multiplicare a turaţiei de la axul maşinii la scula de filetat de 4.41 ori.
În același timp, axul mașinii CNC lucrează la o turație mai joasă, reducând consumul de energie cu până la 91%.
Adițional, dispozitivul de filetare Speedsynchro este echipat cu mecanism de compensare minimală Softsynchro, care reduce substanțial forțele axiale din tarod. Se obține astfel o creștere de durabilitate a tarodului și o îmbunătățire a calității filetului.
Programarea ciclului de filetare cu Speedsynchro este simplă, identică cu filetarea fără dispozitiv, singura diferență fiind că la o rotație a axului mașinii se programează pasul tarodului multiplicat de 4.412 ori.
Dispozitivul de filetare Speedsynchro este potrivit atât pentru utilizarea în condiții de ungere cu emulsie (IKZ) cât și pentru utilizare în condiții de ungere minimă (MQL).
Caracteristici Speedsynchro:
- Gama de filete: M1-M8;
- Prindere tarod: ER16;
- Raportul de multiplicare: 1:4.412;
- Turație maximă intrare: 2000 rot/min;
- Turație maximă tarod: 8824 rot/min;
- Presiune maximă lichid răcire: 50 bari;
- Ungere MQL: 1 sau 2 canale.


FPC. Sistem de prindere precisă
Mandrinele FPC sunt mandrine de precizie, concepute pentru a oferi o fixare sigură și precisă a frezelor și burghiilor în timpul prelucrării.
Mandrinele FPC sunt disponibile într-o gamă largă de dimensiuni și sunt compatibile cu o varietate de tipuri de freze și burghie. Acestea sunt fabricate din materiale de înaltă calitate, cum ar fi oțelul inoxidabil și aliajele de aluminiu, pentru a asigura durabilitatea și performanța de lungă durată.
O caracteristică importantă a mandrinelor FPC este sistemul lor de prindere rapidă, care permite schimbarea rapidă și ușoară a frezelor și burghielor fără a fi nevoie de unelte suplimentare sau ajustări manuale. Acest lucru face ca procesul de prelucrare să fie mai eficient și mai rapid, fără a compromite precizia și calitatea.
Un avantaj important la mandrinele FPC este faptul ca sunt proiectate pentru a reduce vibrațiile, ceea ce ajută la prevenirea uzurii premature a uneltelor și îmbunătățește calitatea suprafețelor prelucrate.
POWRGRIP. Sistem de prindere fretare la rece
Efectele unei prinderi imprecise ale sculei sunt deseori subestimate. În special la prelucrările de tip HSC sau prelucrări grele, prinderea sculei are cea mai mare importanță. Abaterea de concentricitate în gama a câtorva microni poate avea efecte dramatice și vizibile în durabilitatea sculei și de asemenea în calitatea suprafeței prelucrate.
Principalele caracteristici:
- este varianta mecanică a sistemelor de prindere sculă prin fretare și hidraulice;
- potrivit pentru prinderea atât a sculelor din VHM cât și din HSS în toleranțele h6 / h5 / h4;
- există variantă cu răcire interioară;
- presetarea lungimii sculelor integrată în bucșa elastică;
- capabil de a transfera valori ridicate ale momentului;
- concentricitate foarte bună;
- fără modificări termice și de structură ale portsculelor;
- operația de schimbare sculă este simplă și rapidă – 30 secunde necesare;
- fără riscuri de răniri prin arsuri.


SHRINK-FIT. Sistem de prindere fretare la cald
Aparatul SHRINK-MASTER HL-2 este o stație de fretare pentru o prindere și desprindere rapidă a sculelor de tip VHM și HSS în portscule speciale de fretare.
Caracteristici tehnice:
- încălzirea rapidă și delicată a portsculelor cu ajutorul unei bobine de inducție cu o putere de 13 kW;
- energie dozată corespunzător pentru fiecare diametru de sculă;
- aplicabilitate universală pentru diferite tipuri de mandrine de fretare;
- prindere și desprindere a sculelor de carbură și HSS în gama de diametre Ø3 – Ø32 cu toleranțe ale cozilor de h6 sau h5;
- permite fretarea în portscule foarte lungi (până la 550 mm);
- manipulare simplă și ergonomică;
- bobina de inducție detașabilă, pentru a putea fi utilizată ca bobină manuală;
- prindere și desprindere sculă în aprox. 5 secunde.
BASIC-Drill. Burghie de carbură pentru utilizare universală
Noua familie de produse BASIC-Drill este destinată utilizării universale, în special în materialele din oțel, dar nu numai. Carbura, stratul de acoperire și forma tăişului, au fost optimizate pentru o utilizare universală.
Muchia de tăiere curbată, produce şpan foarte scurt și modelează şpanul, în așa fel încât, să poată fi îndepărtat cu ușurință din alezaj prin canalul de evacuare special format.
Cu acest nou tăiş, deosebit de stabil, se asigură o găurire precisă și o durată lungă de viață.
Avantajele burghielor BASIC-Drill:
- prelucrarea oţelurilor în general, a oţelurilor inoxidabile, fontei sau a materialelor neferoase.
- viteze de tăiere şi avansuri mari;
- calitatea superioară a găurilor prelucrate;
- gama de diametre de la 3,0 la 18,0 mm;
- lungimea 3xD sau 5xD cu răcire internă.

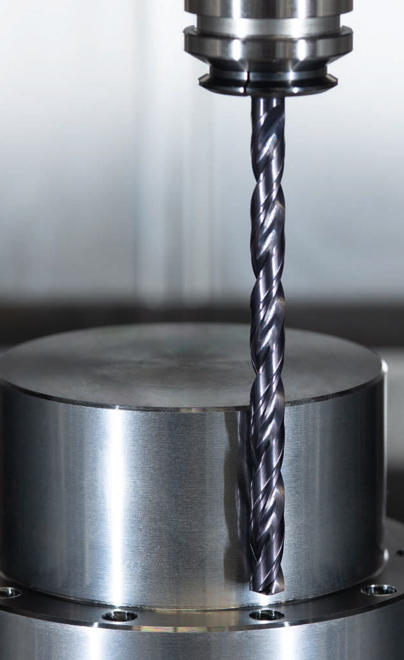
STEEL-Drill 12xD. Burghie de carbură
Burghiul elicoidal din carbură EF-Drill-Steel 12xD vine ca și o completare la dimensiunile deja existente 3xD și 5xD.
Cu ce vine în plus față de burghiele deja existente pe piață?
- preparare de tăiș și vârf. Un tăiș principal drept combinat cu optimizarea preparării tăișului asigură condiții ideale de tăiere.
- tăiș transversal micșorat. Micșorarea tăișului transversal asigură o autocentrare foarte bună la începutul găuririi.
- fațetele. Cele patru fațete asigură o ghidare optimă în gaură. A treia și a patra fațetă sunt aranjate în așa fel încât intră în acțiune la momentul potrivit, asigurănd menținerea poziției corecte a sculei.
- canalul de șpan. Canalul lustruit și miezul subțire ajută la eliminarea așchiilor fără probleme.
- carbura și acoperirea. Combinația unui material de bază de calitate și acoperire de înaltă performanță permit viteze de așchiere și viteze de avans mari atât la răcirea prin emulsie cât și la lubrifiere cu o cantitate minimă de lubrifiant (MQL).
- coada burghiului. Coada burghiului s-a proiectat în așa fel încât se poate utiliza cu emulsie sau cu MQL.
Sculele sunt disponibile pe stoc la dimensiuni întregi și zecimale în intervalul ø3 ÷ ø14 mm, pentru prelucrarea materialelor precum oțelul și fonta.
Punch Drill. Avans dublu cu aceeași forță axială
Punch Drill este un burghiu special conceput pentru găurirea aluminiului turnat cu un avans foarte mare.
Sarcină:
Economie de timp în timpul găuririi cu forțe de tăiere reduse, este posibil?
- prin creșterea vitezei de avans se poate reduce timpul de prelucrare considerabil. Cu toate acestea, acest lucru are ca rezultate obținerea unor forțe mai mari, ceea ce poate duce la probleme în ceea ce privește durata de viață a sculei.
Idea:
Reducerea forțelor de prelucrare și optimizarea spargerii așchiilor.
- pentru a lucra la adâncimi uzuale cu un avans mare este necesar să se producă așchii scurte. Vârful burghiului necesită o geometrie specială, iar suprafața trebuie să fie tratată.
Soluția
Un spărgător de așchii și un tratament de suprafață special va face diferența.
- spărgătorul de așchii produce așchii scurte și forțele de prelucrare sunt ținute sub control. Suprafața tratată și acoperirea ajută eliminarea șpanului în condiții de siguranță.
Rezultat
Reducerea timpului de prelucrare cu 50%.
- timpii de prelucrare sunt reduși considerabil, deoarece găurirea poate fi efectuată la o viteză de avans dublă, decât cea standard.


Burghie cu vârf interschimbabil
Burghiele cu vârf interschimbabil sunt disponibile într-o gamă de dimensiuni de la 14.00 mm până la 32.00 mm, cu posibilitatea de a folosi corpuri de 3xD sau 5xD.
- sculele dispun de sistem de răcire intern (IK);
- 2 fațete de ghidare;
- coada disponibilă conform DIN 6535 HA și HE;
- se poate folosi cu ulei sau emulsie.
Designul modular oferă o eficiență și o flexibilitate ridicată, deoarece este nevoie de un singur corp pe un interval de 1 mm.
Burghiele sunt potrivite pentru prelucrarea diferitelor grupe de materiale conform ISO (P,M,K și N).
Burghie de centruire din carbură 142˚
Burghiele de centruire 142˚ sunt potrivite pentru utilizare universală.
Sunt proiectate pentru a fi folosite la centrarea burghielor cu unghiul de atac de 140˚.
Cu o lungime scurtă sunt ideale pentru o centrare precisă și de înaltă calitate. Acoperirea oferă rezistență excelentă la uzură și o durată de viață lungă.


TOP-Cut. Freze universale
TOP-Cut sunt freze universale din carbură, care pot fi utilizate în aproape toate materialele cu diferite strategii de frezare datorită proprietăților lor geometrice speciale.
Caracteristici:
- unghiul elicei variabil;
- diametrul miezului conic;
- acoperire de înaltă performanță;
- opțional cu răcire internă.
Frezele TOP-Cut acoperă o gamă largă de scule, de la freze cu doi dinți (Z=2) până la freze de finisare cu mulți dinți, freze de performanță, ce permit frezare la adâncimi de 6xD.
Avem freze disponibile cu diferite raze la colț (până la 10 dimensiuni pe diametru).
TOP-Cut. Freze universale pentru matrițerie
Frezele sferice și torice FRANKEN TOP-Cut din carbură sunt special concepute pentru industria de matrițe. Datorită geometriei universale sculele pot fi folosite atât pentru degroșare cât și pentru finisare.
Caracteristici:
- geometrie universală;
- lungimi diferite;
- raze la colț diferite și foarte precise;
- acoperire de înaltă performanță;
- potrivite pentru toate grupele de material;
- potrivite pentru degroșare, finisare și prelucrare cu viteză mare.

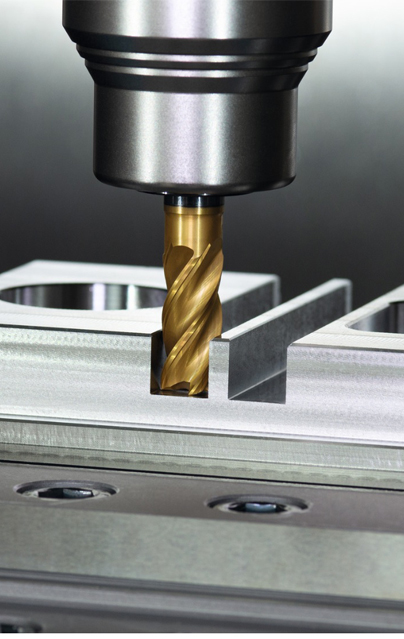
End Mills BASE. Freze de înaltă performanță pentru aplicații specifice materialelor.
FRANKEN a dezvoltat o familie de freze universale de înaltă performanţă pentru aplicaţii specifice în diferite grupe de materiale, numită End Mills „BASE”.
Frezele de carbură End Mills “Base” se împart în:
Frezele Multi-Cut “Base” – sunt scule de degroşare de înaltă performanţă pentru aplicaţii de îndepărtări volume mari de materiale în oţeluri slab şi înalt aliate. Întreaga lungime a muchiei de tăiere poate fi utilizată pe deplin.
Frezele TiNox-Cut “Base” – sunt scule concepute pentru a satisface cerinţele speciale privind prelucrarea oţelurilor inoxidabile şi înalt aliate. Acestea pot fi utilizate atât pentru operaţiuni de degroşare cât şi de finisare. Utilizarea ultimelor acoperiri (TIN/TIALN) în combinație cu o carbură de înaltă performanță face posibilă – în funcție de procedeul de frezare – utilizarea acestora şi pentru prelucrarea uscată.
Frezele Hard-Cut “Base” – sunt potrivite pentru degroşare şi finisare în oţeluri călite până la 63 HRC. Acestea oferă performanţe fără precedent în frezare, datorită noii geometrii dezvoltate în combinaţie cu carbura extrem de rezistentă la uzură şi a acoperirii foarte rezistentă la oxidare. Sculele sunt prevăzute cu o teşire de protecţie pentru a proteja muchia de tăiere şi a asigura durată maximă de viaţă sculei.
Frezele Alu-Cut “Base” – oferă utilizatorului flexibilitate maximă combinată cu performanţă fără compromisuri în prelucrarea aluminiului. Pe lângă frezele cu colţ, familia de produse este completată cu diferite variante de freze cu rază la colţ.
ALU-Cut. Freze dedicate pentru aluminiu
Această gamă de freze a fost dezvoltată în special pentru prelucrări de tip HPC în aluminiu (îndepărtarea volumelor mari de material într-un timp scurt).
Datorită calității deosebite ale suprafețelor de tăiere și ale canalelor de șpan, împreună cu o carbură extrem de rezistentă, pot fi indepărtate cantități mari de material cu un grad mare de siguranță al procesului. Aceste freze sunt disponibile în gama de diametre 6 – 25 mm, de asemenea cu cele mai uzuale raze de colț.


MULTI-Cut. Freze de înaltă performanţă pentru degroșare
Construită în 3 lungimi diferite și concepute pentru stabilitate maximă, frezele Multi-Cut deschid calea pentru un nou grad de flexibilitate în frezarea de eboș cu freze din carbură monobloc. Doar cu o singură geometrie, puteți prelucra atât oțelurile tratate până la 42 HRC, fontă, inox, precum și alte materiale precum cuprul, bronzul sau alama.
Se disting următoarele caracteristici:
- corp din carbură de performanță ridicată;
- așchiile rezultate vor fi scurte, ușoare datorită profilului special de „spargător de șpan”;
- spațiere dinamică a muchiilor tăietoare pentru o prelucrare lipsită de vibrații;
- unghi de degajare neutru, pentru o flexibilitate maximă a aplicațiilor;
- contact minim cu așchiile rezultate datorită unui canal de așchii special conceput;
- durabilitate extrem de mare datorită geometriei optimizate;
- adâncimi mari de așchiere datorită gâtuirii cozii.
TINOX-Cut. Prelucrare materiale din inox și materiale speciale
Frezele TINOX-Cut sunt ideale pentru următoarele aplicații:
- oțel inoxidabil, austenitic și austenitic-feritic, precum și piese turnate din oțel inoxidabil;
- aliaje speciale cu rezistență la căldură ridicată pe bază de fier, nichel și cobalt;
- titan și aliaje de titan.
Seria de freze TiNox este alcătuită din următoarele scule de carbură și HSS:
- freze din carbură pentru operații de degroșare, semi-finisare și finisare;
- freze din carbură „Base” pentru operații de degroșare și finisare;
- freze din carbură pentu aplicații de nișă;
- freze din carbură pentu frezare trohoidală;
- freze din carbură tip „N-Wave” pentru aplicații de degroșare;
- freze din HSS tip „N-Wave” pentru aplicații de degroșare;
- freze din HSS pentru aplicații de degroșare;
- freze din HSS pentru aplicații de finisare.


HARD-Cut. Freze de înaltă performanţă pentru materiale greu așchiabile
Multe componente utilizate în fabricarea de unelte și matrițe sunt tratate termic pentru a îmbunătăți caracteristicile acestora. Prelucrarea acestor materiale tratate termic necesită performanțe ridicate. FRANKEN a introdus în programul Hard-Cut scule speciale pentru aceste operațiuni de prelucrare, care pot prelucra materiale cu o duritate de 44-66 HRC.
Sculele din programul Hard-Cut se caracterizează printr-un design robust, cu un diametru central mărit și un număr mare de dinți. Acest design garantează o prelucrare fiabilă chiar și în oțel călit. Carbura aleasă este foarte rezistentă la uzură și combinat cu acoperirea potrivită face frezele FRANKEN Hard-Cut potrivite pentru prelucrarea materialelor dure.
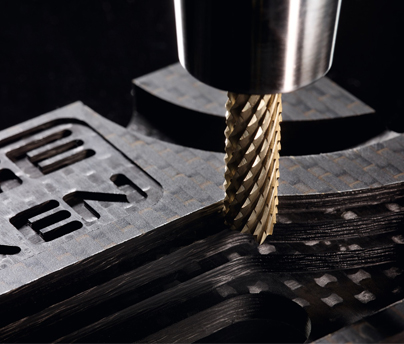
FIBER-Cut. Freze pentru compozit
Gama de produse FIBER-Cut include toate sculele din carbură pentru prelucrarea materialelor plastice armate cu fibră. Aceste materiale pot fi armate cu fibră de carbon (CFRP), fibră de sticlă (GFRP) sau fibră de aramidă (AFRP) în diferite procente, ceea ce impune cerințe specifice asupra sculelor.
Sculele FIBER-Cut, cu geometrii de scule nou dezvoltate combinate cu un strat de acoperire de înaltă performanță ZR, oferă o soluție economică. Sculele sunt disponibile și cu un strat de acoperire de diamant / ZR pentru creșterea rezistenței la uzură.
Sculele FIBER-Cut sunt utilizate, printre altele, în industria aviatică, industria auto, în sectorul energetic, precum și în domeniile sportului și medical.

CIRCLE-Segment. Freze pentru mașini în 5 axe
Aceste freze permit atât în cazurile de semi-finisare cât şi în cele de finisare paşi mult mai mari decât orice alt tip de freză sferică, reducând astfel semnificativ timpul de prelucrare.
În cazul acestei scule contactul dintre freză şi piesă se face numai pe o parte a circumferinţei, un aşa numit segment circular, contactul fiind astfel realizat pe nişte raze foarte mari în raport cu diametrele frezelor.
Datorită razei foarte mari a tăişului, frezele „segment de cerc” seamănă din punct de vedere funcţional cu frezele sferice de diametru foarte mare 150-500 mm. Familia conţine 4 forme diferite:
- butoi;
- oval;
- conic;
- lentilă.
După cum se cunoaşte, raza sculei şi incrementul de pas definesc inălţimea microneregularităţilor (rugozitatea teoretică). Astfel, cu frezele „segment de cerc” se poate obţine o rugozitate teoretică mult mai bună a suprafeţei la acelaşi increment de pas decât cu frezele sferice. Sau dacă se lucrează cu aceeaşi înălţime a microneregularităţii se obţine un increment de pas mult mai mare, ceea ce înseamnă o reducere semnificativă de timp de execuţie.
TROCHOID. Freze pentru frezarea trochoidală
Frezarea trochoidală este suprapunerea unui traseu circular cu o mișcare liniară. La fel ca și în cazul operațiunilor de finisare, șpanul este îndepărtat din piesa prelucrată cu o adâncime radială redusă și o adâncime axială maximă (2xD până la 5xD). Unghiul de contact mai mic ajută la reducerea căldurii în timpul prelucrării și astfel se poate atinge o durată de viață mai mare a sculelor.
Cu această strategie de frezare se pot atinge rate ridicate de îndepărtare a materialului chiar și pe mașini cu putere redusă, iar uzura sculelor este mult mai redusă fiind uniform distribuită pe întreaga lungime a flancului.
Pentru a satisface cerințele prelucrării trochoidale, frezele din carbură TROCHOID au caracteristici de vibrații reduse: cum ar fi unghiul elicei variabile și o nouă geometrie a marginii de tăiere. Spărgătorul de șpan reduce semnificativ forța axială și minimizează riscul blocării șpanului în zona de lucru. Noile acoperiri de înaltă performanță și substratul de carbură optim crește performanța sculelor.

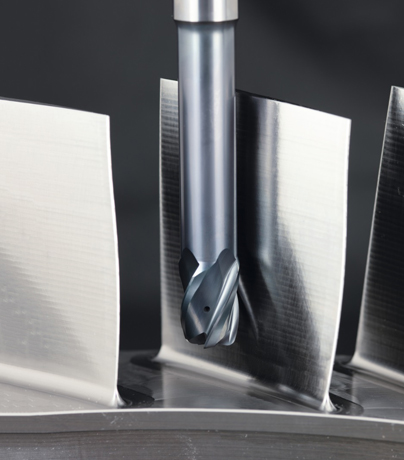
TURBINE. Freze pentru palete de turbină
FRANKEN, pionierul în freze cu segment de cerc, completează gama de freze pentru prelucrarea roților și a lamelor turbinei cu noi versiuni, care cuprind dimensiuni noi disponibile cu răcire internă. Designul de degroșare a frezelor cu segment de cerc permite producerea unei toleranțe constante de prelucrare pentru finisare ulterioară, chiar și pe componente complexe și lamele de turbine, renunțând la pre-finisare. Această combinație inovatoare de prelucrare cu degroșare și finisare ulterioară permite economii de timp în operațiile de frezare de până la 50%. În același timp, se obțin îmbunătățiri semnificative ale calității suprafeței, astfel se pot evita finisările ulterioare.
Există freze conice cu rază la colț și răcire internă noi, care datorită unei geometrii de degroșare combinat cu unghiul elicei variabil duc la vibrații reduse și sunt ideale la frezarea lamei turbinei sau lamei rotorului. Geometria tăișului și acoperirea sculelor sunt adaptate la materiale greu așchiabile, cum ar fi aliajele de titan sau inconel.
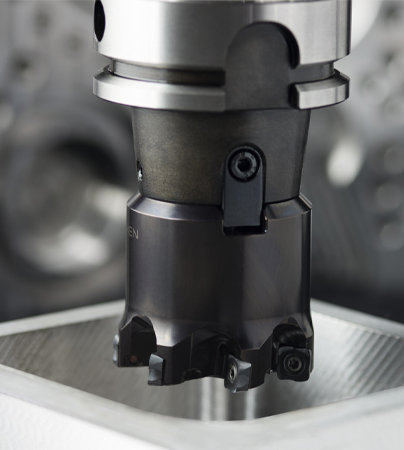
Freze cu plăcuțe interschimbabile
Frezele cu plăcuțe interschimbabile au devenit o parte indispensabilă, când vine vorba de producție. Frezele FRANKEN cu plăcuțe oferă o gamă de produse de înaltă performanță, caracterizată prin diversitate și eficiență economică.
Geometriile speciale de tăiere permit avansuri mari și utilizarea în diverse materiale. Dezvoltările continue ale acoperirilor a permis creșterea performanțelor și, prin urmare regimuri mai intense de prelucrare. Avantajele sculelor:
- potențial de economisire;
- carbură diferită pentru aplicații diferite;
- noi acoperiri dure pentru performanță ridicată;
- frezele cu plăcuțe interschimbabile vin cu canale de răcire interioare;
- design special al tăișului.